
激光锡焊与浸焊全面对比:大研智造揭秘高精度焊接的终极选择 —— 从热影响到成本控制,智能制造的决策指南
在当今电子设备向微型化、高集成化迅猛发展的时代,焊接工艺的精度与可靠性已然成为决定产品质量的核心命脉。据《2024 全球电子制造技术白皮书》所示,因焊接工艺不当引发的电子产品故障率高达 32%,其中精密元器件的失效成本占比更是超过 60%。可见,正确选择焊接工艺对于企业的生产制造而言至关重要。本文将深入剖析激光锡焊与浸焊这两种工艺在多个维度的差异,助力您精准找到最适配的焊接解决方案,而大研智造在其中所展现出的技术优势,也将一一为您揭晓。
一、行业现状:为什么焊接工艺选择决定制造成败?

随着电子产品内部结构愈发紧凑,对焊接工艺的要求也水涨船高。微小的焊点、密集的布线,都需要焊接工艺具备极高的精度与稳定性。在这种趋势下,焊接工艺的选择直接关乎产品的质量与可靠性,进而影响企业的市场竞争力与经济效益。选择不当的焊接工艺,不仅可能导致产品故障率飙升,还会大幅增加生产成本,甚至可能使企业在激烈的市场竞争中陷入困境。
二、技术对决:激光锡焊 vs 浸焊的五大维度对比
2.1 精度与良率
| 维度 | 大研智造激光锡焊 | 传统浸焊工艺 |
|---|---|---|
| 定位精度 | ±3μm(光栅尺闭环控制) | >±100μm(机械定位误差) |
| 最小焊点尺寸 | 0.15mm(支持三维立体焊接) | ≥0.5mm(受锡槽流动性限制) |
| 良率水平 | 99.6%(CPK>2.0) | 85% - 90%(波动性大) |
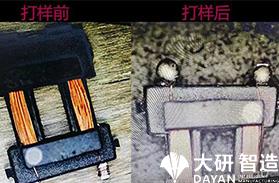
某智能手表厂商采用大研 DY - 系列后,0.2mm 传感器焊点良率从 78% 提升至 99.5%,年减少返修成本 1200 万元。大研智造激光锡焊凭借先进的光栅尺闭环控制技术,实现了微米级的定位精度,能够精准焊接微小焊点,极大地提高了产品的良率,降低了生产成本。

2.2 热影响控制
- 激光锡焊:热影响区<50μm(毫秒级脉冲激光),温度波动 ±1°C。毫秒级脉冲激光能够在极短时间内完成焊接,配合专利动态温控系统,有效控制温度波动,将热影响区缩至极小范围,对周边元器件的影响微乎其微。
- 浸焊:热影响区>500μm(持续高温浸泡),元器件表面温度>250°C(损伤敏感元件)。在浸焊过程中,印制电路板长时间浸泡在高温焊料中,热影响区范围大,易导致元器件表面温度过高,对敏感元件造成不可逆的损伤。某汽车电子厂商因浸焊导致 ECU 模块芯片热损伤,单批次损失超 800 万元,凸显了浸焊在热影响控制方面的劣势。
2.3 生产效率与柔性
| 指标 | 激光锡焊 | 浸焊 |
|---|---|---|
| 焊接速度 | 0.08 秒 / 点(六轴联动) | 整板浸泡(速度依赖传送带) |
| 换型时间 | 15 分钟(参数一键切换) | 4 - 8 小时(需更换锡槽 / 夹具) |
| 多品种适配 | 支持每日 10 批次柔性生产 | 仅适合单一型号批量生产 |
大研智造激光锡焊机的六轴联动系统使其焊接速度极快,仅需 0.3 秒 / 点。同时,参数一键切换功能大大缩短了换型时间,能够轻松实现每日 10 批次的柔性生产,满足多样化的生产需求。而浸焊的速度主要依赖传送带,且换型时需更换锡槽、夹具等,耗时较长,仅适用于单一型号的批量生产。
2.4 成本结构分析
初期投资对比(以中型产线为例)
| 成本项 | 激光锡焊(大研DY-系列) | 浸焊设备 |
|---|---|---|
| 设备购置费 | 150万元 | 30万元 |
| 辅助系统 | 20万元(MES集成) | 10万元(传送带/加热) |
| 厂房改造 | 无需特殊环境 | 需防爆/排烟设施 |
运营成本对比(年)
| 项目 | 激光锡焊 | 浸焊 |
|---|---|---|
| 能耗成本 | 1.8万度(1.8kW×24h×300天) | 12万度(40kW×24h×300天) |
| 耗材损耗 | 锡球8万元(利用率99%) | 锡料25万元(损耗率20%) |
| 质量损失 | <50万元(良率99.6%) | >300万元(良率85%) |
ROI实证:某 3C 电子厂引入大研设备后,1.5 年收回投资成本,5 年累计增效超 1800 万元。虽然激光锡焊设备初期投资较高,但从长期运营成本来看,其能耗低、耗材损耗少、质量损失小,综合成本优势明显。

2.5 适用场景推荐
| 场景 | 激光锡焊推荐机型 | 浸焊适用性 |
|---|---|---|
| 智能穿戴/医疗电子 | DY-LS50(5-50W精密焊接) | 不适用(热损伤风险高) |
| 汽车电子模组 | DY-LS400(150-300W高速) | 有限适用(仅大焊点) |
| 工业控制板卡 | DY-LS200(50-150W多功能) | 部分适用(中批量) |
| 航空航天器件 | DY-LS500(真空焊接模块) | 不适用(精度不足) |
智能穿戴、医疗电子等对精度和热影响要求极高的领域,大研智造的 DY - 系列激光锡焊机能凭借其精密焊接能力,确保产品质量。而浸焊在这些领域因热损伤风险高,基本不适用。在汽车电子模组、工业控制板卡等场景,大研智造也有相应机型满足不同需求,而浸焊仅在部分大焊点或中批量生产时有一定适用性。航空航天器件对精度要求苛刻,浸焊因精度不足无法满足,大研智造的 DY -真空焊接模块则能完美适配。
三、大研智造激光焊锡机的不可替代优势
3.1 核心技术突破
- 毫瓦级温度控制:具备 0.1mW 精度(行业平均 1W),5000 次 / 秒动态反馈。能够精准控制焊接温度,确保焊接过程的稳定性与可靠性。
- 智能工艺库:200 + 行业焊接参数经验,算法实时优化(良率提升 15%)。方便用户快速选择合适的焊接参数,并通过算法不断优化,进一步提高焊接良率。
3.2 全场景覆盖能力


- 材料兼容:可兼容铜 / 铝 / 钛合金 / 陶瓷基板等多种材料,焊接强度>300MPa,适配 SnAgCu/SnBi/AuSn 等 200 + 焊料配方,满足不同材料与焊料的焊接需求。
- 环境适应:拥有真空舱(氧含量<5ppm),具备耐腐蚀设计(通过 MIL - STD - 810H 测试),能够在各种复杂环境下稳定运行。
3.3 全球服务体系

- 为全球客户提供技术支持。
- 15 分钟响应:7×24 小时在线支持,确保客户问题能够得到及时解决。
四、客户见证:从困境到行业标杆的蜕变
4.1 案例 1:全球 TOP3 手机 ODM 厂商
- 挑战:0.15mm 摄像头模组焊点虚焊率 12%。
- 解决方案:部署 20 台 DY - 定制系列+ 视觉定位系统。
- 成果:良率提升至 99.7%,焊接速度 0.1 秒 / 点,通过苹果 MFi 认证,获年度最佳供应商。

4.2 案例 2:新能源汽车电池龙头
- 痛点:铝 - 铜极耳焊接强度不足 200MPa。
- 技术方案:定制化梯度能量控制工艺。
- 量产数据:焊接强度 320MPa(超行业标准 60%),单线产能提升至 200 套 / 小时。

五、立即行动:获取专属焊接升级方案
如果您渴望提升焊接精度,提高生产效率,欢迎立即行动。提交焊接样品,即可获取《免费打样服务》,还能享受48小时DY - 系列标准机系统试用。
马上获取精密定位解决方案,[点击 联系我们 预约专家],[热线咨询:186-2714-0925],[扫二维码直接添加微信],大研智造期待与您携手,开启高精度焊接的新篇章。

-
pcb板上超小间距插针通孔插针怎么焊?精密元件焊接,掌握方法很重要!大研智造揭秘0.15mm插针焊接技术
在5G与智能汽车领域,PCB板0.25mm超小间距插针焊接面临桥连率高(17%)、热变形大等挑战。大研智造激光锡焊机以±0.15μm亚微米级定位、0.2mm²低热影响区控制及智能锡球喷射技术,将良率提升至99.6%,焊点抗拉强度达2.5N,热变形率降至0.5%。覆盖HDI板、10层PCB等场景,助力企业降本超20%,推动高密度互联技术革新。
넶0 2025-05-19 -
微米级精密植球:大研智造激光锡焊机300μm植球过程全解析
在半导体与微型电子制造中,300μm锡球植球面临传统工艺良率低(82%)、热损伤大等难题。大研智造激光锡焊机以±0.15μm定位精度、双脉冲焊接技术及全流程在线检测,将植球良率提升至99.3%,热影响区缩小至200μm,产能提高3倍。覆盖芯片封装、汽车电子等场景,支持150μm超小锡球植球,助力高密度互联技术突破。
넶5 2025-05-16 -

激光锡焊机:电感行业精密化升级的核心引擎
在5G与新能源浪潮下,电感小型化、高频化趋势倒逼焊接工艺升级。大研智造激光锡球焊锡机以±0.15mm定位精度、0.02mm²低热影响区及智能化参数调控,解决0402尺寸电感焊接难题,良品率提升至99.2%,Q值稳定性提升18%,单设备产能达1.5万件/日。已覆盖TDK、村田等头部企业,助力电感行业自动化率从35%提升至68%,推动产品体积缩小30%。
넶8 2025-05-15 -
微米级焊接精度护航生命健康:大研智造激光锡球焊锡机在介入、植入医疗行业的应用实践
医疗介入与植入器械焊接关乎生命安全,传统工艺临床故障率高达5.3%。大研智造激光锡球焊锡机以±0.15mm亚微米级定位、0.05mm²低热影响区及全封闭洁净焊接环境,将医疗导丝焊接良品率提升至99.7%,焊点抗拉强度达15MPa,术中断裂率从0.3%降至0.05%。满足ISO 13485标准,助力企业降本42%,为生命健康领域提供可靠焊接方案。
넶5 2025-05-14 -
柔性电路焊接新标杆:大研智造激光锡焊机破解FPC超薄高密度焊接难题
在电子产业智能化浪潮下,FPC软板因超薄、高密度特性对焊接工艺提出严苛要求,传统焊接良品率不足80%。大研智造激光锡球焊标准机以非接触式焊接、±0.15mm定位精度及智能能量控制,将FPC焊接良品率提升至99.6%,热影响区缩小至0.1mm²,生产效率提高4倍。已成功应用于手机天线、汽车BMS等场景,助力企业降本38%,推动柔性电路焊接技术革新。
넶6 2025-05-13 -
从定位难到零偏差!大研智造解锁0.2mm超小PCB焊盘焊接新高度
电子元件微型化趋势下,0.2mm超小PCB焊盘焊接面临定位难、热损伤高、一致性差等难题。大研智造激光锡球焊标准机以±0.15mm定位精度、极小热影响区控制及智能锡球输送技术,在3C电子、医疗设备、航空航天领域实现99.6%良品率,生产效率提升数倍,喷嘴寿命超30万次,为精密焊接提供全流程解决方案。
넶6 2025-05-12







- 2025-05-19
- 2025-05-16
- 2025-05-15
- 2025-05-14


